1 汽车支架铸件结构分析
铝合金汽车减震器顶胶支座铸件如图1所示,整体呈三角形状,左右对称结构,中间位置是受力承载孔,3个小孔是拉铆连接孔;中间承载孔的正面深度较深,背面深度较浅。铸件材料为ADC1,外形尺寸为150.3mm×151.9mm×51.5mm,体积为149cm3,质量为403g。铸件中间圆孔区域壁厚局部约10mm,基本壁厚约3mm。铸件质量接收标准:内部孔洞尺寸<φ2mm。
2 分型与压铸工艺设计2.1 分型设计
根据铝合金汽车减震器顶胶支座的结构特点,分型线选择铸件最大外形轮廓位置,有利于简化模具分型面及结构,也便于浇注系统及排溢系统的设计。铝合金汽车减震器顶胶支座背面结构较为复杂,将其设计在动模侧成型。顶胶支座整体结构较为简单,但是中间承载孔较深,压铸过程有滞留定模的风险,所以将减震器顶胶支架设计在定模侧成型,模具设计需重点关注中间承载孔特征并设计应对方案,具体分型设计如图2所示。
2.2 排位设计和压铸工艺方案
结合汽车支架铸件的尺寸规格、市场需求及企业的压铸机资源,经过技术评审,确定选用3500kN卧式冷室压铸机生产及1模2腔的技术方案;凸模直径为φ80mm。铸件的形状是三角形盘形铸件,中间不但是镂空状而且尺寸相对较高、壁厚较厚,也是主要功能特征区,所以浇注系统设计采用钳形流道,浇口方向对着中心轴孔填充的方案,如图3所示。
2.3 浇注系统设计

浇注系统是压铸模较重要的组成部分,其不仅对铝合金液在型腔内的流动方向与状态起决定性作用,还对型腔内的气体排出、铸造压力传递等方面有重要影响,同时影响模具温度场的分布、压铸工艺调试的等方面。铝合金汽车减震器顶胶支座浇注系统设计如图3所示。内浇口截面积按照式(1)计算:
其中,∑A内为单个零件内浇道的截面积,mm2;G为单个零件和渣包的质量(约为零件质量的1.3倍),g;ρ为铝合金液体的密度,g/cm3;v为铝合金液体的填充速度,m/s;t为铝合金液体填充时间,s。
使用UG软件测量3D模型,G为403g,ρ取2.4g/cm3,v取42m/s,t取0.02s,计算可得内浇口截面积约为200mm2,内浇口厚度取铸件壁厚的70%,约为2.2mm。
2.4 排溢系统设计
排溢系统设计是为了提高铸件内部质量、外观品质等,是压铸模不可或缺的组成部分。排溢系统不仅能有效减少内部孔洞等缺陷,还能排出填充过程中前端凝固的金属液。由于铝合金液填充到型腔末端时热量损失大,设计渣包不仅能改善模具温度场平衡,还能提高铸件成型质量。排溢系统设计如图3所示。
2.5 数值模拟
采用Flow3D软件对成型工艺进行模流分析,将三维模型以.stl格式导入Flow3D软件,并设置网格单元尺寸≤1mm;按照操作流程依次设置Flow3D软件的参数,模具零件材料为SKD61钢,压铸件材料为ADC1,压铸工艺参数如表1所示。
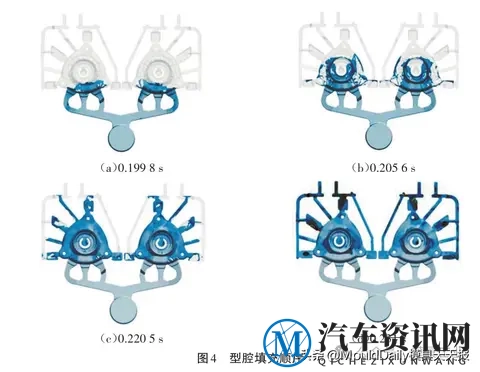
型腔填充顺序如图4所示,当t=0.1998s时,铝合金液到达内浇口附近并开始填充型腔;当t=0.2056s时,型腔填充50%左右;当t=0.2205s时,铝合金液填充型腔完成;当t=0.231s时,渣包和排气道全部填充完成。整体填充型腔平稳,无较大范围的卷气,金属液同时到达型腔末端排溢系统,整体充型较理想。凝固顺序分析如图5所示,孤立的热节区域集中在铸件中间轴孔周围,热节位置在模具结构设计时需特别关注,应重点设计冷却系统,旨在减少铝合金汽车减震器顶胶支座气孔和缩孔缺陷,提高其成型质量。
4 模具结构安装及工作原理3 模具结构设计
使用UG软件设计减震器顶胶支座的压铸模结构,如图6所示。模具整体外形尺寸为760mm×650mm×550mm,推出行程为40mm。为了使型腔内气体排出顺畅,在排气道末端设计了排气块结构;为了保证铸件尺寸精度,模具分型采用凹凸定位分型。
3.1 冷却系统设计
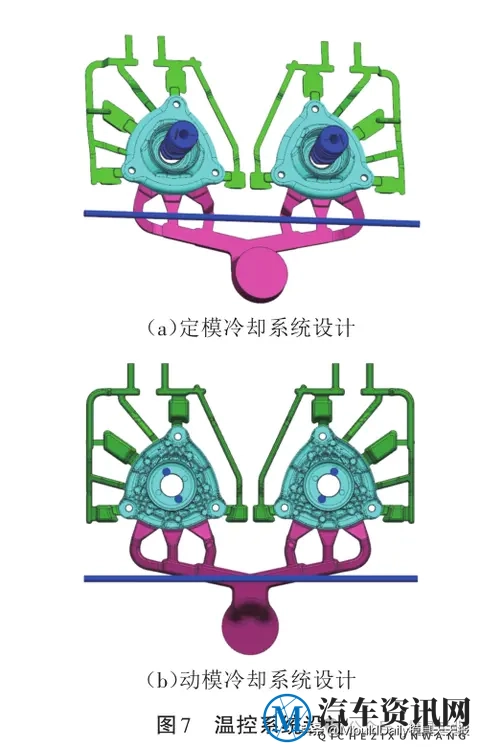
压铸模的冷却系统是影响铸件成型质量的重要因素,冷却系统是模具温度控制的重要方式,为了保证压铸生产的连续性,压铸过程的热量需通过冷却系统带走,使压铸模温度维持在合理范围。由于减震器顶胶支座基本壁厚为3mm,属于常规铸件,中间轴承孔局部厚度约10mm,热量较多。根据凝固分析结果,对应热节区域设计冷却水路,如图7所示,定模侧中间轴孔位置热量较多,专门设计冷却芯循环冷却结构;定模流道附近设计1组冷却水路,动模侧中间轴孔位置设计2个点冷结构,动模流道附近设计1组冷却水路。
3.2 定模反推设计
定模反推是在模具定模侧设计推出压铸件机构,为了解决定模侧抱紧力大的问题,让铸件在模具开模过程中,铸件留在动模侧,便于取出压铸件,定模反推机构如图8所示。
定模框1和定模镶件4固定连接,定模镶件3在定模镶件4的通道内可上、下滑动一定距离(4mm),滑动的极限位置依靠定模镶件3的挂台控制。反推压块2固定在定模框1上压住碟簧6,碟簧6通过碟簧垫板7将压力传递到定模镶件3上,并将定模镶件3向下推动一定距离(4mm)。
在压铸生产前,当模具的动、定模合模时,定模镶件3被动模向上推动,压缩碟簧6,直到定模镶件3的上端面和定模框1接触。在此过程中,点冷管5、碟簧垫板7、密封圈8和运水芯9与定模镶件3同步运动。
在压铸生产后,当模具的动、定模打开时,在碟簧6的作用下,将定模镶件3、点冷管5、碟簧垫板7、密封圈8和运水芯9同时向下推动,此时定模镶件3将铸件推出并留在动模上。
4 生产验证压铸模开发制作完成后,在3500kN卧式冷室压铸机试生产,模具温控系统设计合理,铸件中间轴孔附近的局部厚大区域无明显的缩孔和粘模缺陷,压铸试生产稳定。经连续批量生产验证,模具零件运动顺畅、结构可靠,定模反推机构设计合理,实际成型的铝合金汽车减震器顶胶支座经X射线无损探伤检测,关键区域无明显气孔和缩孔缺陷,如图9所示,满足客户铸件质量接收标准。
▍原文作者:吴昊燃, 雷书星
▍作者单位:天津津荣天宇精密机械股份有限公司
Copyright © 2026 汽车资讯网
网站展示的汽车及品牌信息和数据,是基于互联网大数据及品牌方的公开信息,收集整理客观呈现,仅提供参考使用,不代表网站支持观点;